



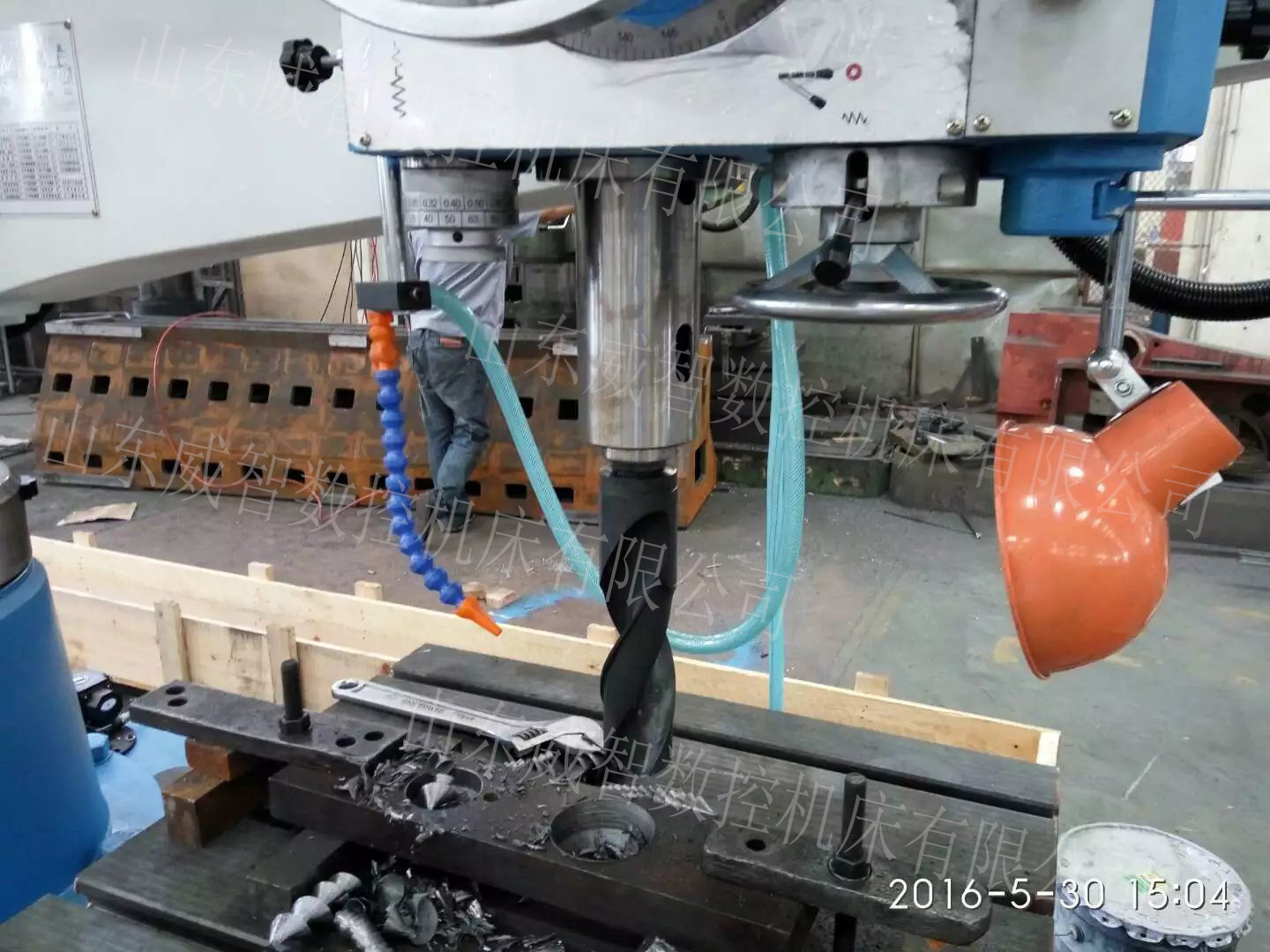
摇臂钻床攻丝的技巧及要点
(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。
(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
(4)时,每转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
(5)时,先将摇臂钻床打反转,将丝锥插到螺纹底孔里,用毛刷给丝锥抹一些菜油或攻丝专用油,然后将摇臂钻主轴打正转,在攻丝的过程中,要打几次反转,用以断屑,防止丝锥被切削憋断。
(6)攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机油或浓度较大的乳化液,要求较高的可用菜油或二硫化钼等。对于不锈钢,可用30号机油或硫化油。
(7)攻丝过程中换用后一支丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,最好用手旋出,以保证已攻好的螺纹质量不受影响。
(8)机攻时,丝锥与螺孔要保持同轴性。
(9)机攻时,丝锥的校准部分不能全部出头,否则在反车退出丝锥时会产生乱牙。
(10)如果攻的是盲孔的话,在攻丝前,将丝锥贴在要攻丝的工件表面,定出要攻丝的深度,然后再攻丝,到了预定的深度后,迅速将钻床打反转,使丝锥退出来。定深度时要留有几毫米的余量,防止丝锥攻到底,避免丝锥折断。攻丝时,左手搭在主轴手柄上,右手握着钻床的正反转手柄。这样可以更好的操作摇臂钻进行工作啦。
(11)机攻时的切削速度,一般钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;不锈钢为2-7米/分;铸铁为8-10米/分。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。
攻丝操作是摇臂钻床的重要操作之一。摇臂钻床攻丝过程中攻丝常见的主要像攻丝容易折断、摇臂钻床攻丝螺纹中径过大或过小、丝锥崩齿、丝锥磨损过快,螺纹表面粗糙值过大等问题的出现,所以我们要掌握良好的攻丝要领,在攻丝过程中严格按照要求,减少以上问题的发生。
分类: CNC加工中心
上一篇:上一篇:数控铣床出现漏油表现于哪几个方面
下一篇:下一篇:数控五轴加工中心AC旋转轴的加工范围


